

Home >> News >> 160) Technical guidance for designing investment castings
Technical guidance for designing investment castings
1.Liner tolerance(mm) 2.Limit dimension for cast holes and slots
| Dimensions | Normal | Premium |
| 0-10 | ±0.12 | ±0.1 |
| 10-15 | ±0.20 | ±0.13 |
| 15-20 | ±0.25 | ±0.15 |
| 20-30 | ±0.30 | ±0.20 |
| 30-50 | ±0.4 | ±0.25 |
| 50-75 | ±0.5 | ±0.35 |
| 75-100 | ±0.65 | ±0.45 |
| 100-125 | ±0.8 | ±0.6 |
| 125-150 | ±1 | ±0.7 |
| 150-175 | ±1.2 | ±0.8 |
| 175-200 | ±1.5 | ±0.9 |
| 200-250 | ±1.8 | ±1.1 |
| >250 | ±0.8% | ±0.5% |
| Items | Hole dia.(mm) | L/D |
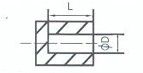 | Ø2-Ø3 | L/D≤2 |
| Ø4-Ø7 | L/D≤5 | |
| ≥Ø8 | L/D≤10 | |
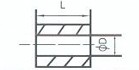 | Ø2-Ø3 | L/D≤1 |
| Ø4-Ø7 | L/D≤2.5 | |
| ≥Ø8 | L/D≤3.5 | |
| Deeper and more complicated holes and slots can be casted by using soluble wax cores and ceramic cores. | ||
3.Angle tolerance
| Angle type |  |  | 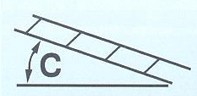 |
| Normal | ±1° | ±2° | ±2° |
| Premium | ±0.5° | ±1° | ±1° |
| Avoid quick changes of casting structure,use fillet radius on internal angle when possible,which is no less than R0.3. | 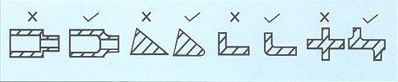 | ||
4.Tolerance for flatness,straightness,roundness 5.Wide and weight range
| Dimensions | Normal | Premium |
| 0-25 | 0.2 | 0.1 |
| 25-50 | 0.4 | 0.2 |
| 50-100 | 0.6 | 0.3 |
| 100-150 | 0.8 | 0.4 |
| Item | Size | Premium |
| Outline dimension(mm) | 100*620*380 | <100 |
| Weight(kg) | 0.001-100 | 0.1-1.5 |
| Min. wall thickness(mm) | 0.5 | 5-10 |
6.Surface roughness(Ra/um)
| Rough castings | Weight>5kg Main wall thickness>12mm | 3.2-6.3 | The surface finish of investment castings we could provide with are as the following:zinc plating,chrome plating and nickel plating for carbon steel investment castings and low alloy steel castings;Hand dull polishing,mirror polishing,electrolytic polishing and passivation treatment for stainless steel investment castings and sand blasting for all the investment castings. |
Weight<5kg Main wall thickness<12mm | 1.6-3.2 | ||
| Finished castings | 0.8-1.6 |