

Steel casting
Steel casting is one of the core casting process in our investment casting foundry in China.
Compare with iron casting, components casted by steel casting technics are with high strength and impact resistant. So, nowdays, a lot of machinery parts are choosen to be casted from steel materials.
Cast steel in our foundry includes carbon steels, alloy steels, and special steels. Cast carbon steels refer to steels with Carbon elements ranging from 0.2%-0.5%. Castings made in carton steel with percentage of C≤0.25% is called low carbon steel castings. With increasing of the C elements, the strength and hardness of the castings will be increased. Finished carbon steel castings are with higher strength, plasticity and toughness. The production costsare also lower. So, such castings are widely used in making heavy loading components, such as hydraulic equipment basises, wheels, hooks, etc. Alloy steel castings are made by adding some Mn, Cr & Cu into the carbon steel, which can help to less the weight of the castings and longer the lifetime of the components. Special steel castings are casted from materials added high ranges of alloy elements, such as Mn and/or Cr, which can help to increase the wear resistantance and impact resistantance of the castings. Such steel castings are widely used in crushing, screening, tunnel drilling and mining industries.
Strength of steel castings are higher than iron castings. But the casting property is less than iron. So, to avoid the casting defects such as short run, chills, shrinkages, pores, cracks, sticks, etc., the below casting characteristics should be paid high attation to during designing and casting process.
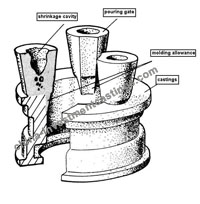
a.Gating system design. Casting surfaces with high quality or machining requirements, surfaces with large scales, surfaces with thin wall should be underneath. Sizes and places of the pouring gates should be reasonable. Thus, to ensure the exhausting, shakeouting, and clearing processes. The inside gating system should not be placed at areas, which is not the important areas, but shorted distance to each areas, thus to ensure the speed of the steel waters to arrive at each corners of the shells. During knockouting process, the pouring gate will be cutted from the castings.
 |
 |
| Gating System Designing | Pouring Gate Cutting |
b.To avoid chills & short runs caused by bad fluidity of steel waters, the min. thickness should be no less than 8mm. And the casting temperture should be controled well, normally used range is 1520°~1600℃.
c.Shrinkages of steel castings is bigger than iron castings. Thus, to avoid shrinkages or pores defects, pouring gate or chilling blocks are used during casting process.
d.To keep the wall thickness uniformity of the steel castings, avoid sharp edges and vertical angle structure.
e.Coating the wax/sand shells with special sand/liquid materials to protect the finished steel castings from sticked big sand grains.
Weight of steel castings we can cast in our investment casting factory is from 0.5kgs to 100kgs, with casting tolerance to control between CT7 to CT8. According to custom machining requirements,we can machine the products with more accurate tollerances and certain surface finish, such as Ra 6.3, 3.2, 0.8, etc.
You can learn more characteristics of steel casting by clicking "Characteristics of steel casting technics".
To avoid casting defects, there're some matters need attention during steel casting. You can click 'Matters need attention for steel casting China' to learn more.
Currently, our steel castings are exported to North American, Europe, Australia, South Africa markets.
If you have inquiries for steel castings, please contact us at your earliest convenience!